MECS® SolvR® Technology for Regenerative SO₂ Recovery
MECS® SolvR® Technology for Regenerative SO2 Recovery
MECS® SolvR® technology allows for the regenerative recovery of SO2 in single absorption sulfuric acid plant tail gas, Claus SRU tail gas SO2 recovery/recycling, carbon black and in other applications where it is not possible to recover SO2 directly as sulfur or sulfuric acid.
SolvR® Technology employs an absorption solvent that is readily available, environmentally friendly and lower in cost than solvents used in other SO2 absorption processes. The technology can be integrated into new sulfuric acid plant designs to achieve ultra-low SO2 emissions and high energy recovery. In industries that produce a high-volume, low SO2 content exhaust gas, SolvR® can be used to concentrate the gas stream prior to the sulfuric acid plant.
The SO2 recovered can either be liquefied, converted into sulfuric acid or converted into sulfur – all commercial-grade products. The resultant cleaned gas has guaranteed SO2 levels of 20 ppm or less. In addition, the largest operating expense, steam, can be significantly reduced by using SolvR® energy recovery techniques.
An Energy-Efficient SO2 Absorption Process with Nearly Zero SO2 Emissions
No Objectionable Waste Means Lower Cost and Environmental Compatibility
In all regenerative systems, oxygen reacts with the SO2 dissolved in the solvent to form sulfuric acid. The sulfuric acid in turn reacts with solvent constituents, degrading the performance and requiring occasional regeneration.
With some technologies, the sulfuric acid reacts directly with the solvent, creating undesirable waste and costly solvent losses. In contrast, MECS® SolvR® technology uses an eco-friendly solvent that does not react with the sulfuric acid. A small fraction of the absorbed sulfur dioxide reacts with the oxygen typically present in tail gas, leading to the formation of sodium sulfate, which is readily separated from the solvent. The aqueous sodium sulfate can then be discharged to the plant sewer or dried and transported as a solid waste to a municipal landfill. At a small incremental capital cost, this sulfate can also be recycled to the process for zero-liquid discharge.
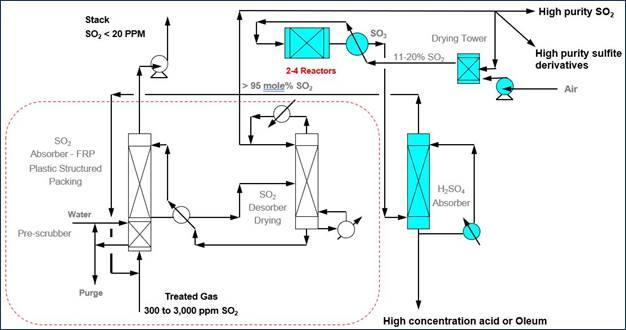
In concentration/conversion plants such as for carbon black exhaust, the flow scheme is simplified as shown below.
Benefits for MECS® SolvR® Technology
Uses readily available, lower-cost solvent
Eco-friendly solvent
Solvent does not react with sulfuric acid
Produces aqueous sodium sulfate that can be readily separated
Guaranteed SO2 emissions at 20% ppmv or less
Lower operating costs due to low steam usage
Simple, reliable operation over a wide range of SO2 concentrations
In some cases, the feed gas to the SolvR® plant may need additional conditioning and cooling prior to entering the absorber tower. In these cases, a DynaWave® reverse jet scrubber and gas cooling tower with Brink® mist eliminators or wet electrostatic precipitators can be installed upstream of the SolvR® plant depending on the level and species of the impurities in the gas stream.
For Further Information, Download Our SolvR® Brochure